.png)


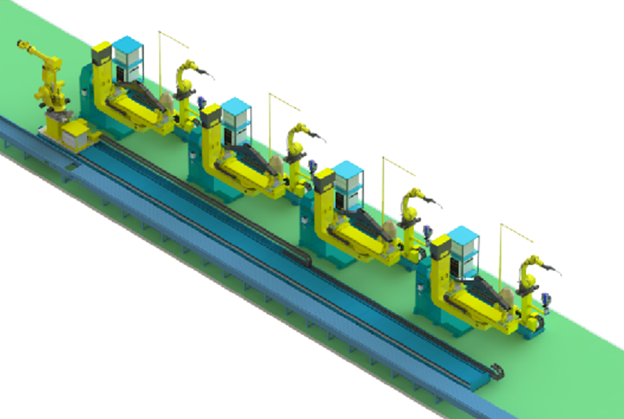
工作站布局:
本机器人焊接工作站采用单工位作业方式,每套工作站由1套焊接机器人、1套三轴机器人倒挂龙门架、1套头尾架双驱变位机加尾架自动移动、焊接系统、点激光寻位系统及烟尘处理系统组合而成,总轴数11轴,可以一起联动。
技术亮点:
变位机用的是两轴H型变位机,H系列两轴变位机是澳冠智能标准化产品,为最大范围适应工件各条焊缝在**位置的焊接。
变位机及头尾架均采用机器人厂家伺服电机驱动,由机器人控制器直接控制,作为机器人外部轴与机器人**联动。尾架可调,可兼容一定范围的工件长度。
焊接使用多层多道功能。多层多道焊对改善焊接性能有着特殊作用,它不仅因为焊接线能量小可以改善焊接接头的性能,而且后焊焊道对前一焊道及其热影响区进行再加热,使加热区组织和性能发生相变重结晶,形成细小的等轴晶,使塑性和韧性得到改善。