.png)


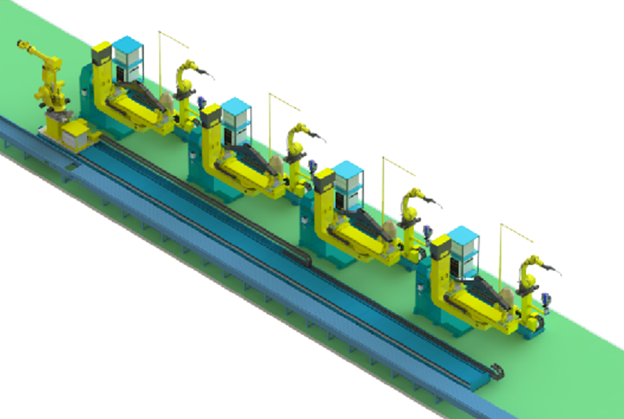
一、该线为中联智慧产业城工程起重机园区汽车起重机活动支腿结构线设计与实施项目,满足小、中、中大和大吨位活动支腿结构件的生产;
二、活动支腿结构线主要分为组对区、主焊缝焊接区、加强板组对区、加强板满焊区、UT检测区、余件作业区、检测矫正区、机加工区和打磨/异常处理区以及必要的平库缓存、物流和人行通道。
三、技术工艺革新
01腹板、底板组对工装(柔性组对工装)
1. 柔性平台可兼具不同产品;
2. 导杆压紧机构,可灵活压紧产品,快速换型;
3. 侧边开缺口,方便吊装移载;
4. BASE缺口,保证双面有部分零部件可以快速点 固焊;
5. 采用电动变位机,可以灵活翻转角度,提高效
率,降低劳动强度
02自动组对工装
1.大件通过对中台定位上件,并在柔性平 台上对中定位
2.小件通过3D相机精定位上件
3.柔性工作台对侧板和底板进行兼容和对 中固定
4.柔性工作台增加翻面架,保证双面贴板 件的组对
5.自动组对工装通过伺服兼容多种产品的 组对
6.机器人对底板与腹板的内焊缝进行焊接
03机器人焊接工位专用自动柔性胎具(自动柔性胎具)
1.伺服电机驱动丝杠连杆机构保证内档尺寸;
2.自动柔性胎具伺服电机驱动可柔性兼容多种产品;
3.伺服电机驱动正反丝杠副对工件进行对中并压紧工 件,保证在翻转时工件不跌落;
4.胎具中心和变位机的对中中心同轴线;
5.自动柔性胎具端头配有4个吹气装置加快产品冷却;
6.伺服电机调整自动柔性胎具的高度(吹气装置配置 快换接头);
7.胎膜内配置测温传感器,保证在胎膜冷却到一定的 温度后,方可卸件
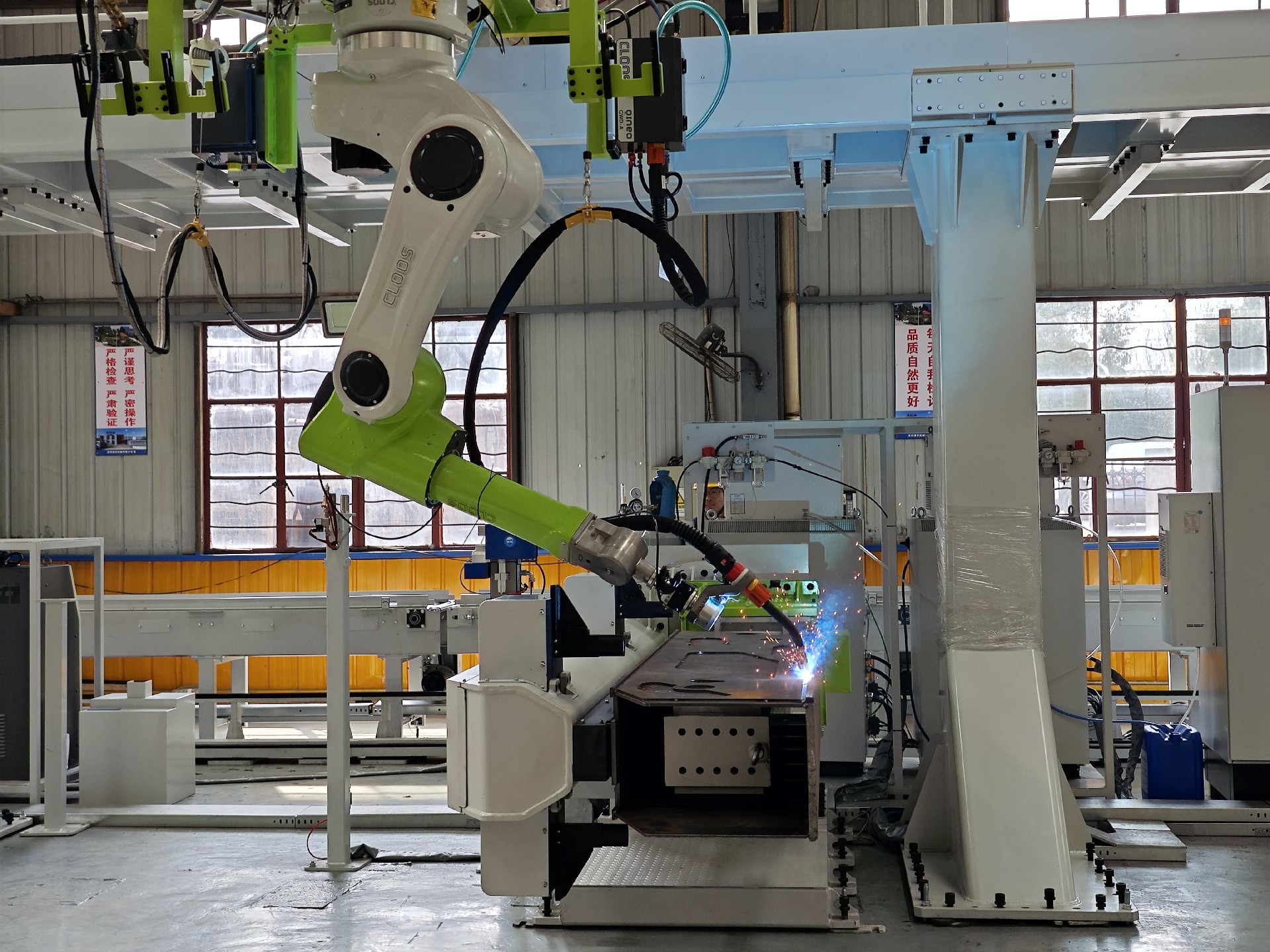
04单双机主焊缝焊接
1.除尘罩高低设计,保证双机协同焊接 的除尘效果和机器人的可达性
2.满足了单机焊单个工件的需求
3.变位机配置计时功能,保证产品在工 位上的冷却时间
05输送线末端对中机构(输送线末端来料对中)
1.伺服电机驱动丝杠进行支腿长度方 向的对中
2.支腿宽度方向靠顶升夹紧机构对工 件进行定位
06高抬腿自动工装
1. 伞形连杆机构通过气缸实现上下同轴度
07自动检测工位
1.工件到位后,丝杠加紧机构在长度和宽度方 向对工件的底板进行对中
2. 扫码枪扫码后,伺服机构推动工件到检测门 架,传感器检测到工件时,工件停止推进
3. 伺服推动上加紧机构对工件上盖板进行加紧, 两侧测距传感器进行测距比较
4. 首次测量后,伺服机构继续推动工件,使尾 端移动到测量门架位置,再次下移加紧机构, 对工件的上盖板进行加紧,两侧传感器再次 测距比较
5. PLC控制系统对测量传感器的测量值与预设 值进行比较,超差则报警
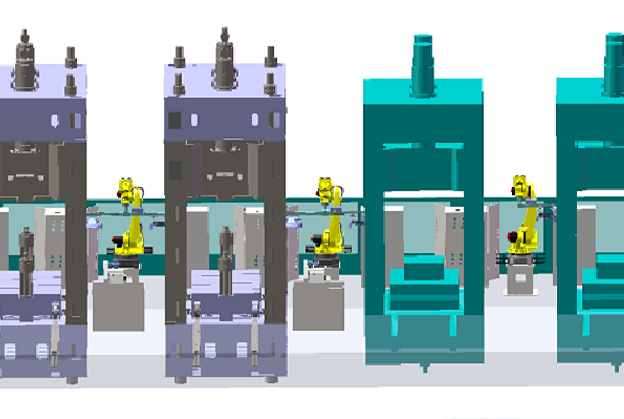
08机加工自动液压工装:
1.液压马达驱动丝杠柔性调整机构对工件进行对中
2. 旋转液压油缸对工件进行加紧
3. 使用等高块对不同高度的产品进行柔性切换
4. 机床增加高压切屑液对工装进行冲洗