.png)


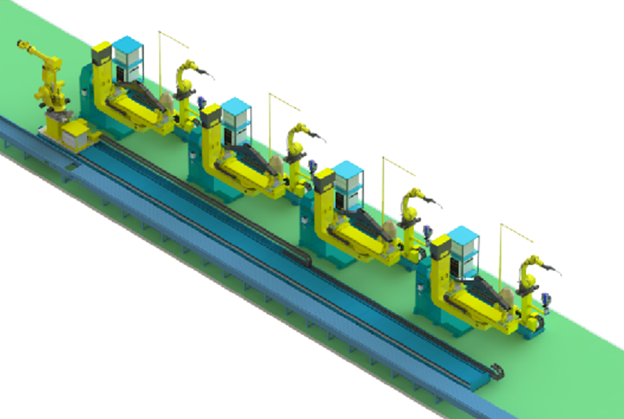
斗杆机器人焊接工作站
此工作站采用双工位交替工作模式,是提高焊接效率和减少辅助工作时间的有效策略。这种工作站设计的核心理念在于通过两个独立但互补的工位,实现焊接作业的连续性和高效性。
以下是该设计的主要特点和优势:
1.双工位交替:工作站在同一时间段内可以处理两个工件。其中一个工位进行焊接操作,而另一个工位则进行工件的装卸、夹紧或预处理等辅助工作。当一个工位的焊接任务完成后,机器人自动转向另一个已完成辅助工作的工位,开始新的焊接任务,而原先的工位则开始下一工件的准备。
2. 节省辅助工作时间:通过双工位交替工作,可以在一个工位进行焊接的同时,另一个工位进行装卸和准备,从而避免了等待时间,大大减少了非生产性的辅助工作时间。这使得工作站能够保持高效率的连续生产,提高了整体的生产能力和吞吐量。
3. 提高焊接效率:由于工件的装卸和准备与焊接作业并行进行,工作站能够实现不间断的焊接流程,减少了因工件更换而导致的停机时间。这不仅提高了单个工件的焊接效率,还减少了整个生产线的周转时间,使得工作站能够更快地响应生产需求。
4. 优化资源利用:双工位设计使得机器人和焊接设备的使用更加高效,减少了设备闲置的情况。在等待焊接工位完成的同时,机器人可以利用这段时间在另一个工位进行辅助工作,如预定位或预焊接,从而最大化了设备的利用率。
5. 增强生产柔性:双工位交替工作模式还提高了生产系统的柔性,能够更容易地适应不同尺寸和形状的工件,以及多品种、小批量的生产模式。这种灵活性使得工作站能够快速切换不同的焊接程序,减少了生产准备时间,提高了生产线的适应性和响应速度。
6. 简化操作流程:双工位的设置简化了操作流程,减少了操作员的干预次数。由于在一个工位进行焊接时,另一个工位可以同时进行准备,操作员只需要在工件准备和更换时进行介入,减少了人为错误的可能性,提高了生产的一致性和可靠性。
总之,斗杆机器人焊接工作站采用双工位交替工作模式,是现代化生产中提高焊接效率和生产灵活性的重要手段。通过优化工作站布局和作业流程,这种设计能够显著提升焊接质量和生产效率,同时减少辅助工作时间,为我们的客户提供了更加高效和经济的解决方案。